Romi - C 510DE-TUR-ROM-2014-00001
Haben Sie weitere Fragen? Kontaktieren Sie uns!

Philipp Gubisch
+49 162 402 75 81
p.gubisch@gindumac.com
- GINDUMAC
- Produkte
- Werkzeugmaschinen
- ➤ Gebrauchte Romi C 510 Horizontal-Drehmaschine zu verkaufen | gindumac.com
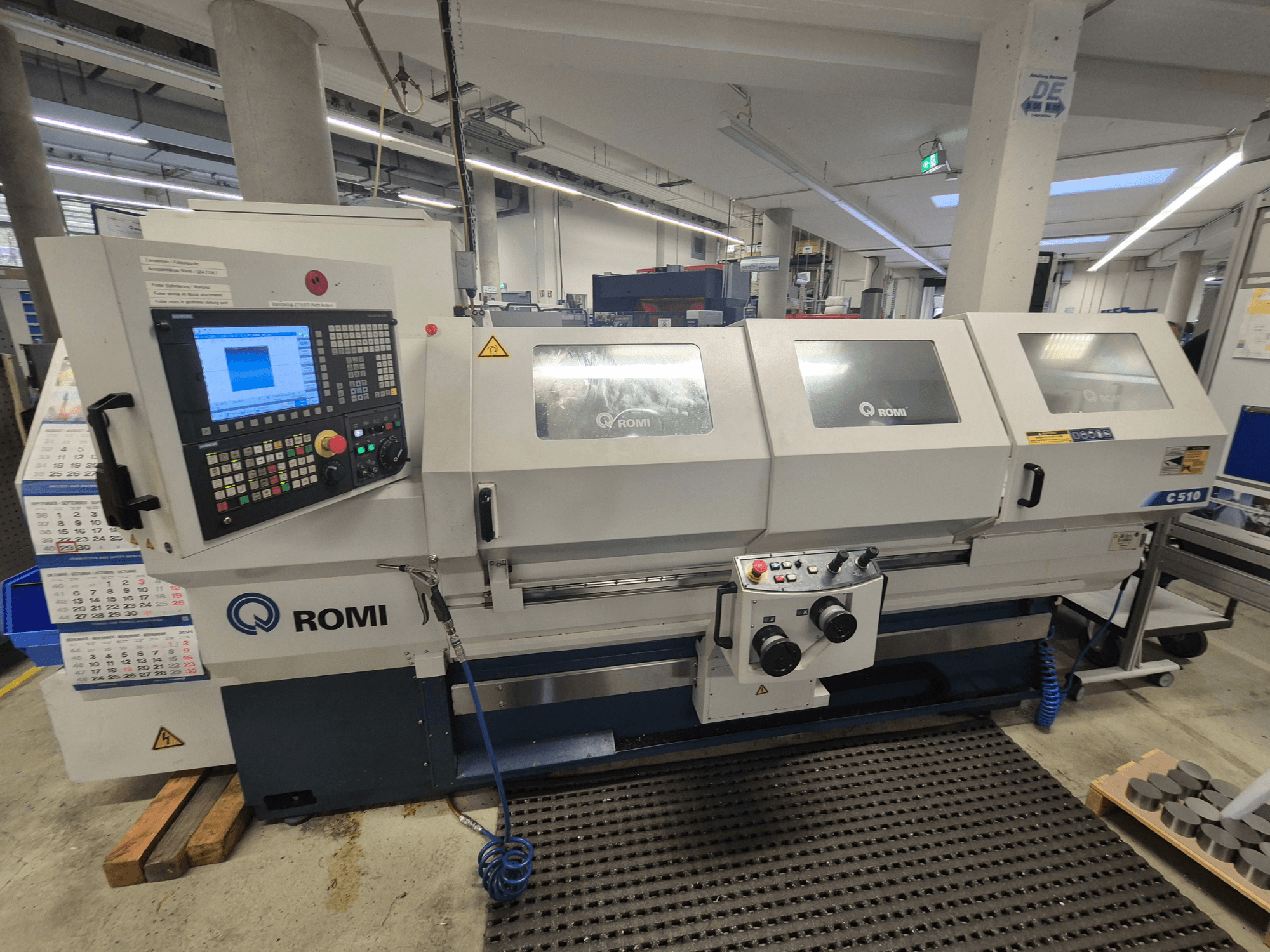
Diese Romi C 510 wurde im Jahr 2014 hergestellt. Sie hat eine Hohlspindel mit einem Spindeldurchlass Ø 65 mm, ein Keilstangen-Handspannfutter Ø 260 mm und gehärtete Führungsflächen. Der Werkzeughalter ist ein Multifix-Stahlhalterkopf B K22. Die Maschine arbeitet mit einem Standard-Drehzahlbereich von 56-2800 U/min und verfügt über automatische Schmier- und Zyklusfunktionen für einen effizienten Betrieb. Wenn Sie auf der Suche nach einer hochwertigen Drehmaschine sind, sollten Sie die Romi C 510 in Betracht ziehen, die wir zum Verkauf anbieten. Kontaktieren Sie uns für weitere Informationen.
Übersicht
- Hersteller: Romi
- jahr: 2014
- MODELL: C 510
- Produktionsstunden: 2041
- anwendungstyp: Drehen
- Standort: Deutschland
- maschinentyp: Horizontal-Drehmaschine
- Marke Steuergerät: SIEMENS
Technische Daten - Romi C 510
Steuerung
- Steuerungshersteller: SIEMENS
- Steuerungsmodell: SIEMENS 828D
Bewegung
- Anzahl der Achsen: 2
Technische Spezifikation
- Spindeldrehzahl: 2800 RPM
Zusätzliche Informationen
Zusätzliche Ausstattung
Konsole: Automatischer Zyklus in Längsrichtung mit Aktivierung der Konsolenmulde.
Vorteile der Maschine
Technische Vorteile der Maschine
Automatik: Werkzeugspannung, Härten der Führungsflächen, Umschaltung der Frässpindeldrehzahl, Rahmenzyklen und Schmierung der Führungsflächen.
Sonderausführungen: Vollausstattung, manuelle Drehzahlregelung, reduzierter Drehzahlbereich, manuelles Spannen, numerische Anzeige für Fremdfertigung und klimatisierte Ausführung ohne Steuerung.
Führungsflächen: gehärtete und beschichtete Gegenflächen.
Steigfräsen: automatische Vorrichtung inbegriffen.
Automatische Werkzeugklemmung
Zusätzliche Informationen
Spezielle Maschinenversionen: Erhöhter Frässpindelstock, automatische Gestellzyklen und Anpassung an ausländische Normen nach Vereinbarung.
Maschinenbeschreibung:
CNC-Horizontal-Drehmaschine - ROMI C 510 V5.0 – SIEMENS
Standardausführung:
. Siemens-Steuerung 828D sl, mit 10,4” LCD-Farbmonitor
. ASA A2-6" Spindelkopf, Drehmoment: max. 303 Nm bzw. ASA A2-8", max. Drehmoment 408Nm, mit 520mm Schwingdurchmesser
über Bett, 450 mm Schwingdurchmesser über Schlittenführung und 255mm Schwingdurchmesser über Planschlitten
. Reitstock mit manueller Positionierung des Grundkörpers, mit manueller Betätigung der Pinole (stehende Zentrierspitze) MK-4
. Eilgang längs/quer mit 10.000mm/min
. Herausziehbarer Spänewanne
. Elektroanlage lieferbar für folgende Spannungen/Frequenzen: 400VCA / 50-60Hz
. Abgedichtete Arbeitsraumleuchte
. ROMI RMMP manuelles Maschinenpaket, bestehend aus CNC gesteuertem Hauptschlitten mit zwei
elektronischen Handrädern für X- und Z-Achse, Joystick-Schaltern und der
bedienerfreundlichen Siemens Software "Manual Machine Plus"
. Adapterplatte Multifix K22 Type B mit Multifix Stahlhalterkopf B K22
. Schleppeinrichtung für Reitstock
. Automatische Schmierung mit Inline-Filter und Füllstandsensor
. Kühlsystem, komplett mit Kühlmittelbehälter und Kühlmittelpumpe (10l/min,@7bar, 1,5kw/ 2cv)
. Kühlwasser Spritzpistole mit zusätzlicher Pumpe
. Elektrischer Schaltschrank mit Kühlung über Zentrifugalgebläse und Überdruck
. Spritzschutz, komplett, Schutztüre mit Sicherheitsfenster und Verriegelung durch elektrische Sicherheitsschalter
. Schrauben und Muttern für Nivellierung
. Schraubwerkzeugsatz für den Betrieb der Anlage
. Vollständige Dokumentation für das ROMI-Produkt auf CD
. Standardlackierung: Epoxidlack strukturiert Munsell-Blau 10B-3/4 und Epoxidlack strukturiert grau RAL 7035
. Einhaltung der geltenden CE-Sicherheitsvorschriften
Steuerungsbeschreibung:
SIEMENS 828D sl
Standardfunktionen:
1 - RESSOURCEN UND CNC-LEISTUNG
- Genauigkeit 80-Bit-NANOfp
- Minimale Blockzykluszeit = 80-Bit-NANOfp
- Look Ahead = 1
- Beschleunigung mit Ruckbegrenzung
- Taktsynchrone Prozesse und Hochgeschwindigkeitsausgang
- Sprachen: Deutsch, Portugiesisch, Englisch, Spanisch, Italienisch, Französisch
- Ethernet-Schnittstelle
- USB-Schnittstelle
- Teilenummer, Maschinenzykluszeit und Uhr
- Berechnungsfunktion
2 – PROGRAMMIERUNGSRESSOURCEN:
- Verzeichnis geordnet nach Programm, Unterprogramm und Zyklen
- höhere Programmiersprache
- Programmieranleitung
- Programmieranleitung CNC-Programmierung
- Programmsatzsuchlauf
- Hintergrundprogrammierung
- Unterprogrammaufruf
- Speicherprogrammnummer
- Teileprogrammspeicher = 3 MB
- Programm laden / speichern
- Programmerstellung und -bearbeitung
- Linear-, Kreis- und Schraubenlinien-Interpolation
- Verweilzeit
3 – VORSCHUBFUNKTIONEN:
- Vorschub in mm/min oder Zoll/min
- Vorschub in mm/min oder Zoll/min
- Vorschub und genaues Positionieren an den Ecken
- Genauhalt
4 – GRAFISCHE FUNKTIONEN:
- PC-ähnlich
- Animierte Elemente - Unterstützung Zyklusparameter
- Grafische Simulation 2D
5 – KOORDINATENSYSTEME:
- Arbeitsebenenauswahl
- Werkstückkoordinatensystem mit 100 Paaren
- Maschinenkoordinatensystem
- Voreinstellen des Werkstückkoordinatensystems
- Lokales Werkstückkoordinatensystem
- Eingabemaske für Werkzeuglängenvermessung (manuelle Betriebsart)
6 – KOORDINATENWERTE UND ABMESSUNGEN:
- Geschwindigkeit und Abmessungen in Zoll oder metrisch
- Programmierung in Absolutmaß und Kettenmaß
- Linear- und Kreisinterpolation mit Polarkoordinaten
- SCALE / ASCALE
- MIRROR / AMIRROR
- Koordinatensystemdrehung
- Nullpunkttransfer
7 – SPINDELFUNKTIONEN:
- U/min in S-Code
- Winkelpositionierung Spindel (M19 und Spos)
8 - ANGEWENDETE WERKZEUGFUNKTION:
- Werkzeugradiuskorrektur
- Manuelle Messung von Werkzeuglänge und -radius
- Werkzeugkorrektur Korrekturpaare (Länge und Durchmesser) = 256 und 512 für AP-Version
- Werkzeugverwaltung
- Standzeitverwaltung
9 - MAKRO:
- Parameter-Programmierung
- Makro und Anwendervariablen
- Systemvariablen
10 - VEREINFACHUNGSPROGRAMMFUNKTIONEN:
- Festzyklus zum Bohren, Ausbohren und Gewindeschneiden
- Kreisförmiges Muster für gerade und kreisförmige Nuten
- Festzyklus zum Gewindebohren ohne Ausgleichsfutter
- Festzyklus zum Gewindefräsen
- Gewindebohren mit Ausgleichsfutter
- Gewindereparaturzyklus
11 - PROGRAMMIERFORMAT - 828D sl-REIHE:
- Programmierformat ISO-Code
- Programmierunterstützung CNC-Programmierung
12 - BETRIEBSMODI:
- JOG-Betrieb
- Handrad-Betrieb
- MDA-Betrieb
- Automatikbetrieb
- Einzelsatzbetrieb
- Programmhalt
- Wahlweiser Halt
- Programmtest
- Satz löschen
- Achsreferenzierung durch Programm
- Werkzeugrückzug und Repositionierung in JOG-Betrieb (Taste REPOS)
- Programmneustart
- Automatischer Betrieb über Speicher oder Fernsteuerung
13 – WARTUNGSFUNKTIONEN:
- NOT-HALT
*Es kann zu Abweichungen zwischen den angegebenen Daten und den tatsächlichen Werten kommen, diese müssen vom Vertriebsmitarbeiter bestätigt werden.
Philipp Gubisch
Zahlungsoptionen
Vorkasse
Asset-Finanzierung